Vidéo de la machine

Très précise et stable

Haut rendement et économie d'énergie

Système de contrôle plus économe en énergie

Large champ d’application
Convivial
Vidéo de la machine
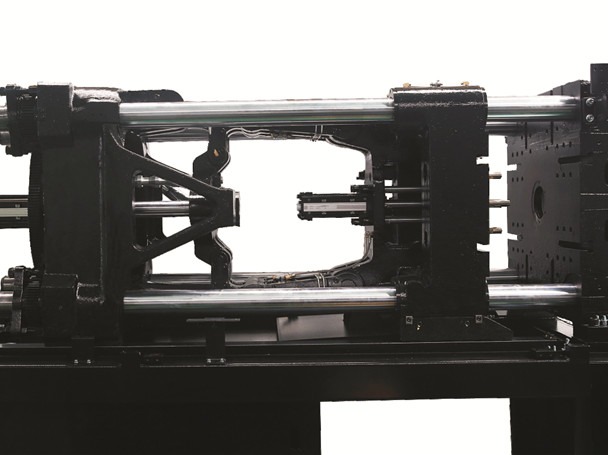
Unité de fermeture
Plateau à fente en T à haute rigidité
Augmente la rigidité globale de l'unité de fermeture de 30 %, facilite l'installation et le retrait du moule, réduit l'usure du filetage due à l'utilisation à long terme du trou de vis et prolonge la durée de vie du plateau.
Contrôle en boucle fermée de la position d'ouverture du moule
La précision de la position d'ouverture du moule est inférieure à 2 mm et la répétabilité est inférieure à 0,3 mm.
Modèle de support de plateau anti-basculement
Augmente la fluidité du mouvement, réduit la friction, améliore l'efficacité du mouvement, réduit la consommation d'énergie et empêche le plateau de s'incliner afin de protéger le moule.
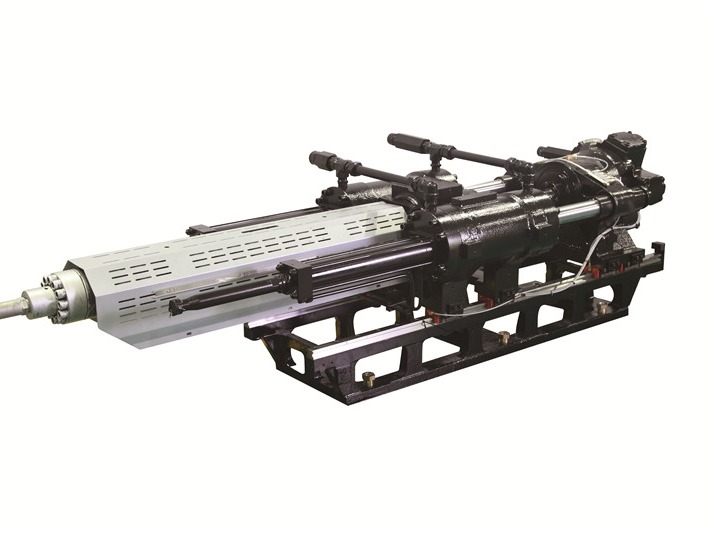
Unité d'injection
Structure de rail de guidage linéaire intégrée
La base de support monobloc s'intègre aux rails de guidage linéaires, ce qui minimise le frottement au mouvement, augmente la précision d'injection et améliore l'efficacité de plastification.
Modèle horizontal à double approche
Élimine efficacement le couple de rotation pour assurer une injection fiable et stable.
Nouvelle unité universelle de vis et de fourreau
Optimise davantage l'efficacité du mélange et de la plastification des couleurs, facilite le changement de couleur et le nettoyage, faible cisaillement sans élévation de température et une applicabilité plus large.

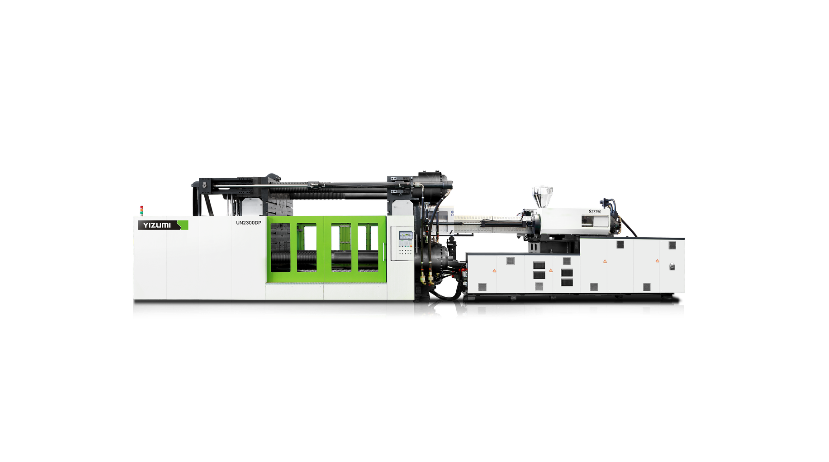
Technologie de servocommande écoénergétique de troisième génération de YIZUMI
Pour obtenir des performances supérieures en termes de stabilité, de fiabilité, de durabilité, de conservation de l'énergie, d'efficacité et de faible bruit, le système de servocommande utilise 30% à 80% moins d'énergie que les machines hydrauliques conventionnelles. La précision du contrôle de la température de l'huile hydraulique en boucle fermée, qui est la nouvelle fonctionnalité, est de ± 0,5℃ avec une stabilité accrue.

Système de contrôle Mirle MK500
- L'unité de commande est équipée d'un processeur Cortex-A55 offrant un temps d'analyse de 0,25 ms, une réponse rapide et un contrôle précis.
- 1000 unités de mémoire de données de moule, port USB pour l'extension du stockage.
- 7 + 1 sections de contrôle de température PID prennent en charge la commutation entre les thermocouples de type - J et de type K. Le réglage automatique PID améliore la précision du contrôle de la température.
- L'intégration de logiciels courants (tels que IMC, robot, vanne à pointeau) répond aux différentes exigences du processus de moulage par injection.
- 1000 unités de mémoire de données de moule, port USB pour l'extension du stockage.
- 7 + 1 sections de contrôle de température PID prennent en charge la commutation entre les thermocouples de type - J et de type K. Le réglage automatique PID améliore la précision du contrôle de la température.
- L'intégration de logiciels courants (tels que IMC, robot, vanne à pointeau) répond aux différentes exigences du processus de moulage par injection.
Vidéo du produit
Applications pour l'industrie


Recommandation relevante
Produits connexes
Technologies Relevante
Processus associés
Machine de moulage par injection à deux plateaux de série DP
Spécialiste de la fabrication de grandes pièces de précision

Machine de moulage par injection à deux plateaux de la série D1
Pratiques innovantes pour les machines à double couche de grand tonnage

Machine de moulage par Injection multi-composants à deux plateaux
Fabricant innovant de moulage par injection Multi - composants haut de gamme

Système Inovance Iventure
1. Comprend le contrôleur d'Inovance, le servomoteur et le moteur ultra rapide.
2. La communication entre le contrôleur et le moteur devient numérique. Le contrôleur et le moteur de la même marque affichent de meilleures performances, avec plus rapidité et de précision.
3. Ouverture rapide et stable du moule, fermeture contrôlée du moule sans à-coups, moins d'usure à la machine.
4. La marge de répétabilité de l'ouverture du moule est de ± 0,5 mm, avec un dépassement inférieur à 2,0 mm.
5. La déviation de la position de fin d'injection est inférieure à 0,25 mm.
6. La déviation de la position d'alimentation du matériau est inférieure à 0,2 mm.
7. Le dépassement de température du premier temps de chauffage est inférieur à 3℃, avec une marge de ± 1℃.
Plastification synchronisée
1. La plastification est synchronisée avec le refroidissement, l'ouverture du moule et la sélection des pièces, avec un temps de cycle plus court.
2. Les modèles PAC380K3 et les versions supérieures sont généralement équipés d'une fonction de plastification synchronisée hydraulique, ce qui raccourcit le cycle de moulage du produit.
Unité de fermeture optimisée
1. L'unité de fermeture améliorée peut fournir une force de serrage plus importante, facilitant ainsi le moulage de produits à paroi mince et à cavité profonde.
2. Le plateau, les colonnes et le châssis de la machine dont les propriétés mécaniques sont optimisées peuvent améliorer davantage la rigidité de l'ensemble de la machine et réduire la déformation.
3. La rigidité du verrouillage du moule est augmentée de plus de 25 %.
FoamPro
Développée sur la base du processus MuCell, elle peut être équipée d'une technologie de moule en alliage d'aluminium de qualité aéronautique, d'une technologie de revêtement céramique et d'un système de canal de valve à aiguille servocommandé FLEXflow pour obtenir une réduction maximale du poids du produit avec des performances optimales.
Technologie de moules empilés
1. Efficacité améliorée de 30 à 80%, estimée selon les différents processus de production.
2. Moins de demande sur les équipements et les opérateurs, gain de place.
3. Contrôle efficace des différences de couleur causées par la même machine de moulage par injection.
4. Production simultanée de différentes formes de pièces.
5. L'assemblage automatisé est plus facile grâce à un rétrécissement et une déformation uniformes après la production simultanée d'un ensemble de pièces.
Processus de service
01
Analyse et conception de processus/moules
- Sélection des matières premières
- Conception de produits
- Analyse de flux de moule
- Suggestion de conception de moule
02
Suggestions de sélection d'équipements
- Performance des produits
- Qualité des produits
- Facilité d'utilisation
- Exigences de sécurité
03
Conseils pour la planification de l'usine entière
- Planification de la ligne de production
- Dispositions pour les personnes, les machines et les matériaux en fonction du flux de processus
- Automatisation périphérique
- Connexion intelligente
04
Solutions de livraison
- Installation et dépannage professionnels
- Formation opérationnelle sur site
- Formation au processus de moulage
05
Solutions après-vente
- Service YFO
- Maintenance préventive
- Mise à niveau des appareils
Téléchargements de matériaux

Contactez - nous
Veuillez laisser votre message, et nous vous contacterons dès que possible !
Par la présente, je donne mon consentement pour que mes données personnelles soient collectées et traitées par YIZUMI en relation avec ma demande.

Contactez - nous
Veuillez laisser votre message, et nous vous contacterons dès que possible !
Par la présente, je donne mon consentement pour que mes données personnelles soient collectées et traitées par YIZUMI en relation avec ma demande.