Vidéo de la machine

Stabilité et précision

Automatique et intelligente

Efficacité et flexibilité
Vidéo de la machine
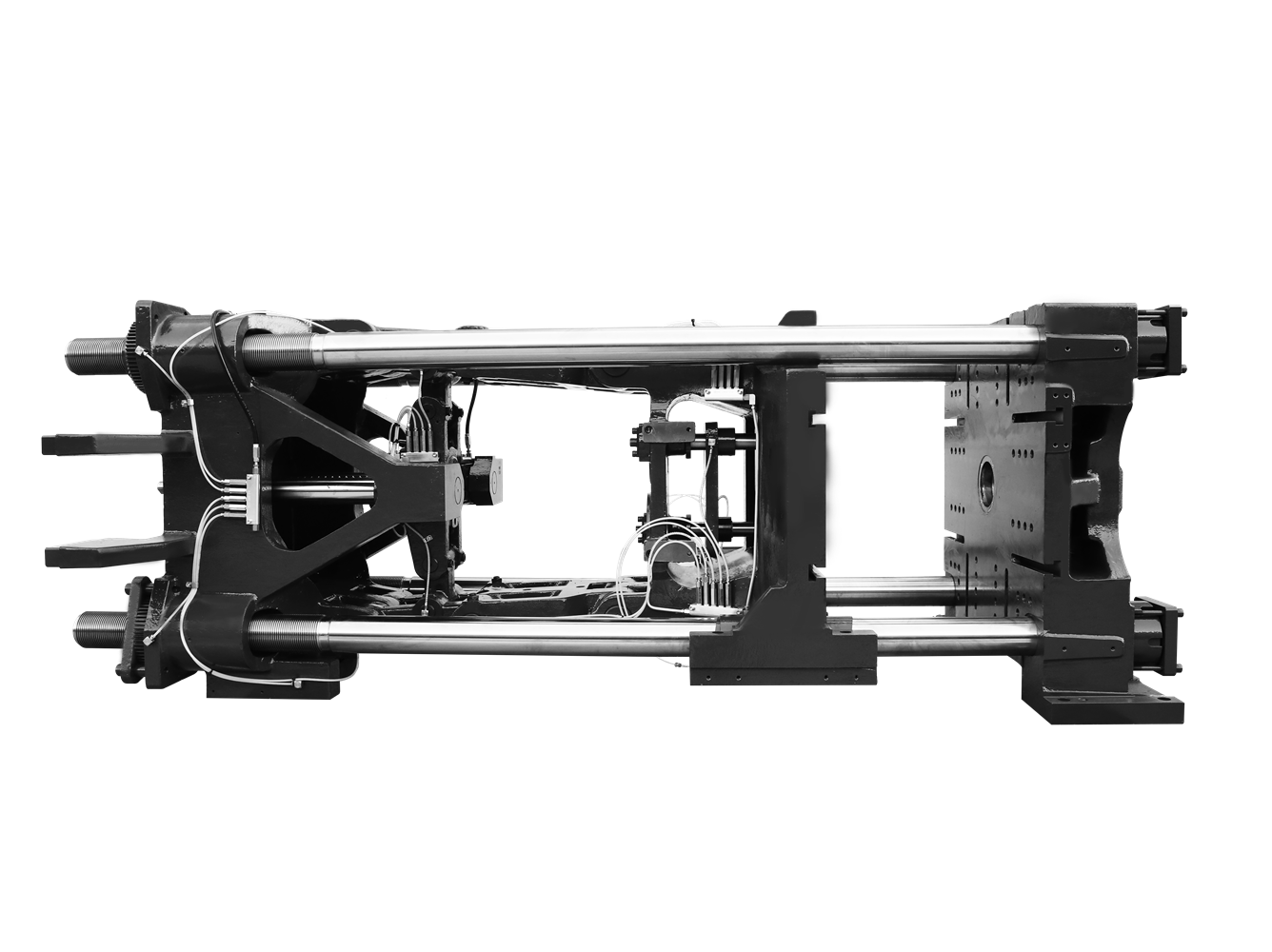
Unité de fermeture
Modèle d'éjection parallèle à double vérin
- Application de force uniforme pour le démoulage.
- Précision de la position d'éjection jusqu'à 0,2 mm, propice à la précision et à la répétabilité du produit.
- Peut réaliser des fonctions telles que divers modes d'éjection synchronisée et de rétraction de l'éjecteur, la découpe de la coulée à l'intérieur du moule, etc.
- Précision de la position d'éjection jusqu'à 0,2 mm, propice à la précision et à la répétabilité du produit.
- Peut réaliser des fonctions telles que divers modes d'éjection synchronisée et de rétraction de l'éjecteur, la découpe de la coulée à l'intérieur du moule, etc.
Haute stabilité de la technologie TBF
- L'unité de fermeture est conçue selon la technologie sans colonnes TBF (Tie Bar Free) pour faciliter l'utilisation et la maintenance.
- Cela maintient également la zone du moule propre pour éviter la contamination du produit.
- Cela maintient également la zone du moule propre pour éviter la contamination du produit.
La fonction de protection SMART du moule unique
Peut détecter de très petits obstacles et résistances.
En outre, cela permet de réduire l'étendue des dommages au moule lorsqu'il y a des objets étrangers dans la cavité du moule ou qu'un fonctionnement défectueux se produit.
En outre, cela permet de réduire l'étendue des dommages au moule lorsqu'il y a des objets étrangers dans la cavité du moule ou qu'un fonctionnement défectueux se produit.

Unité d'injection
Application de la technologie avancée LGS (Liner Guide Support)
La conception intégrée améliore la rigidité globale de l'unité d'injection.
Pas de friction inutile. Mouvements avant et arrière rapidesz.
Pas de friction inutile. Mouvements avant et arrière rapidesz.
Station de pompage hydraulique intégrée
- Prend en charge une variété de processus de moulage avec une grande flexibilité et efficacité.
- Pour l'éjecteur, la force de contact de la buse et l'extraction du noyau.
- Pour l'éjecteur, la force de contact de la buse et l'extraction du noyau.
Technologie de contrôle de la pression d'injection en boucle fermée
- Permet un contrôle plus précis pour un moulage plus stable, fiable et précis.
- La précision de stabilité de la pression d'injection et de la pression de maintien est de ± 0,1 Mpa.
- La précision de stabilité de la pression d'injection et de la pression de maintien est de ± 0,1 Mpa.

Technologie unique de servocommande directe (SDC)
- Quatre servomoteurs contrôlent l'injection, la plastification, la fermeture Liner et l'éjection indépendamment, permettant un retour plus rapide, un contrôle plus réactif et une précision de contrôle améliorée.
- Un contrôle plus précis de la vitesse, de la position et de la pression permet de répondre aux exigences des équipements de précision.
- Un contrôle plus précis de la vitesse, de la position et de la pression permet de répondre aux exigences des équipements de précision.

Contrôleur Européen KEBA2000
- Fonctions standard de contrôle de la qualité des processus (PDP) et de contrôle statistique des processus (SPC).
- Fonctionnement et contrôle à distance centralisés (en réseau) en temps réel.
- Les modules d'extension I/O flexibles permettent l'intégration de plus de fonctionnalités selon les besoins et sont programmables.
- Fonctionnement et contrôle à distance centralisés (en réseau) en temps réel.
- Les modules d'extension I/O flexibles permettent l'intégration de plus de fonctionnalités selon les besoins et sont programmables.
Vidéo du produit
Applications pour l'industrie


Recommandation relevante
Produits connexes
Technologies Relevante
Processus associés
Machine de moulage par injection à deux plateaux de série DP
Spécialiste de la fabrication de grandes pièces de précision

Machine de moulage par injection à deux plateaux de la série D1
Pratiques innovantes pour les machines à double couche de grand tonnage

Machine de moulage par Injection multi-composants à deux plateaux
Fabricant innovant de moulage par injection Multi - composants haut de gamme

Système Inovance Iventure
1. Comprend le contrôleur d'Inovance, le servomoteur et le moteur ultra rapide.
2. La communication entre le contrôleur et le moteur devient numérique. Le contrôleur et le moteur de la même marque affichent de meilleures performances, avec plus rapidité et de précision.
3. Ouverture rapide et stable du moule, fermeture contrôlée du moule sans à-coups, moins d'usure à la machine.
4. La marge de répétabilité de l'ouverture du moule est de ± 0,5 mm, avec un dépassement inférieur à 2,0 mm.
5. La déviation de la position de fin d'injection est inférieure à 0,25 mm.
6. La déviation de la position d'alimentation du matériau est inférieure à 0,2 mm.
7. Le dépassement de température du premier temps de chauffage est inférieur à 3℃, avec une marge de ± 1℃.
Plastification synchronisée
1. La plastification est synchronisée avec le refroidissement, l'ouverture du moule et la sélection des pièces, avec un temps de cycle plus court.
2. Les modèles PAC380K3 et les versions supérieures sont généralement équipés d'une fonction de plastification synchronisée hydraulique, ce qui raccourcit le cycle de moulage du produit.
Unité de fermeture optimisée
1. L'unité de fermeture améliorée peut fournir une force de serrage plus importante, facilitant ainsi le moulage de produits à paroi mince et à cavité profonde.
2. Le plateau, les colonnes et le châssis de la machine dont les propriétés mécaniques sont optimisées peuvent améliorer davantage la rigidité de l'ensemble de la machine et réduire la déformation.
3. La rigidité du verrouillage du moule est augmentée de plus de 25 %.
FoamPro
Développée sur la base du processus MuCell, elle peut être équipée d'une technologie de moule en alliage d'aluminium de qualité aéronautique, d'une technologie de revêtement céramique et d'un système de canal de valve à aiguille servocommandé FLEXflow pour obtenir une réduction maximale du poids du produit avec des performances optimales.
Technologie de moules empilés
1. Efficacité améliorée de 30 à 80%, estimée selon les différents processus de production.
2. Moins de demande sur les équipements et les opérateurs, gain de place.
3. Contrôle efficace des différences de couleur causées par la même machine de moulage par injection.
4. Production simultanée de différentes formes de pièces.
5. L'assemblage automatisé est plus facile grâce à un rétrécissement et une déformation uniformes après la production simultanée d'un ensemble de pièces.
Processus de service
01
Analyse et conception de processus/moules
- Sélection des matières premières
- Conception de produits
- Analyse de flux de moule
- Suggestion de conception de moule
02
Suggestions de sélection d'équipements
- Performance des produits
- Qualité des produits
- Facilité d'utilisation
- Exigences de sécurité
03
Conseils pour la planification de l'usine entière
- Planification de la ligne de production
- Dispositions pour les personnes, les machines et les matériaux en fonction du flux de processus
- Automatisation périphérique
- Connexion intelligente
04
Solutions de livraison
- Installation et dépannage professionnels
- Formation opérationnelle sur site
- Formation au processus de moulage
05
Solutions après-vente
- Service YFO
- Maintenance préventive
- Mise à niveau des appareils
Téléchargements de matériaux

Contactez - nous
Veuillez laisser votre message, et nous vous contacterons dès que possible !
Cordialement *
Nom *
Prénom *
Numéro de téléphone *
Pays / Région *
E - mail *
Entreprise *
Ville
Objet *
Demande détailée (Objets / Description / Questions)
Code de vérification *
Par la présente, je donne mon consentement pour que mes données personnelles soient collectées et traitées par YIZUMI en relation avec ma demande.

Contactez - nous
Veuillez laisser votre message, et nous vous contacterons dès que possible !
Cordialement *
Nom *
Prénom *
Numéro de téléphone *
Pays / Région *
E - mail *
Entreprise *
Ville
Objet *
Demande détailée (Objets / Description / Questions)
Code de vérification *
Par la présente, je donne mon consentement pour que mes données personnelles soient collectées et traitées par YIZUMI en relation avec ma demande.
