First class quality and economical solution of decorative parts for Automotive Components——Happy farewell to Post Processing
Abstract:
First class quality and economical solution of decorative parts for Automotive Components——Happy farewell to Post Processing
The content is published in the Kunststoffe Magazin, one of the world's leading media brand in the plastics industry and top two plastics industry magazines in Germany.

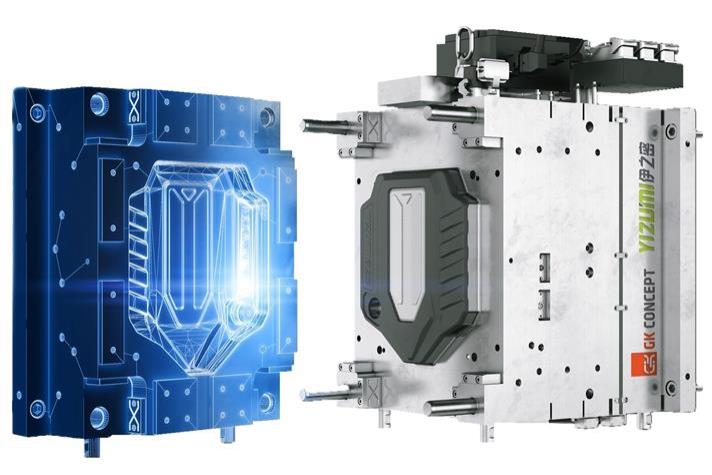
Fig.1. Picture shows that the DecoPro solution for an Automotive Engine cover, which has a better flexibility by selecting various foils
Nowadays, Decorative foils are replacing in for painting to have better flexibility with design, process, quality & more over with cost savings. Among others, In- Mould decoration (IMD) for automotive components are growing rapidly; to adapt this new trend, YIZUMI and cooperated companies developed DecoPro which rolled out at Chinaplas 2018: Several advanced technologies are integrated like back injection with Aluminium foil along PIT technology which permits one step molding; In- Mold graining which elevates superior structure of the decorative part; FoamPro process delivered reduction in weight, cycle time & clamping force. All these technologies accomplish the engine cover an exquisite product, not only from the part prospective but also from manufacturing
Glimpse moment of DecoPro along CAD design and Real tool
High precision in Machine performance
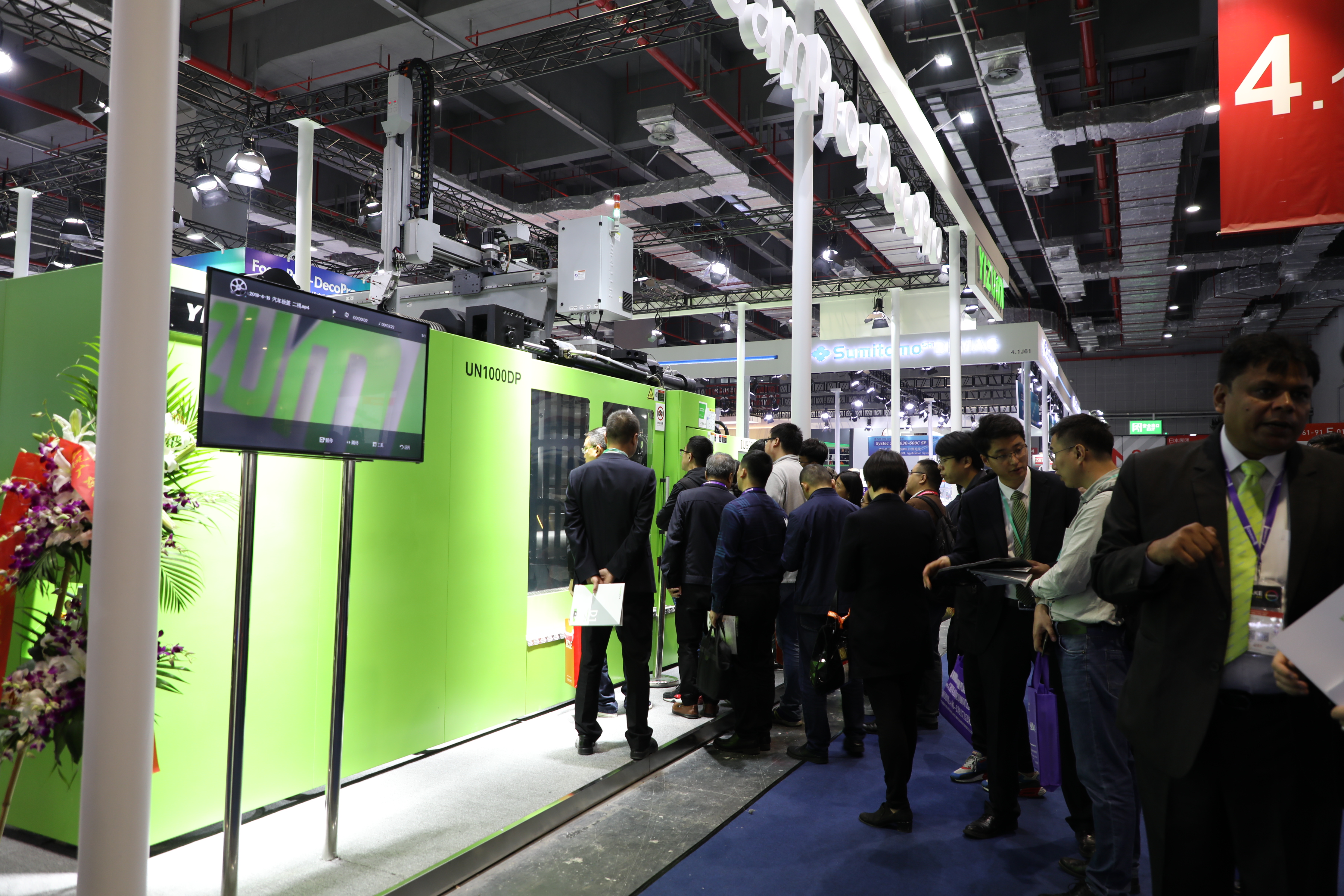
At Chinaplas 2018, Shanghai, DecoPro was rolled out on YIZUMI DP series machine. YIZUMI is located in Guangdong, China. It has spread its wings all over the world, specializing in the injection molding equipment manufacturing industry. YIZUMI UN 1000DP/ IU 9500 as shown in fig.2, machine employs Austria’s KEBA control system with user-friendly interface and higher processing speed.
Add-on, quick-response in servo valve control technology and ultrasonic position sensor are applied to in clamping unit, which make the accurate location of platen up to ± 0.1mm. For the injection unit, double-parallel-cylinder with numerically-controlled proportional valve and closed-loop control of the injection process ensure part weight fluctuation is less than 3%; Ceramic heaters are used for barrel heating and PID temperature control performed by KEBA control system, with temperature accuracy up to ±0.5°C.
YIZUMI emphasize “Smart clamping” in two-platen injection machine. This novel technology will correct the parallelism between two platens during opening and closing process, which enable some more sophisticated processes like injection-compression and breathing process.
Breathing process is used in DecoPro, to increase nominal wall thickness from 2,5 to 3,5 mm

Fig.2. YIZUMI UN1000DP /IU 9500
Flair of Decor
Decor is supplied by Lyondell Basell, Frankfurt, Germany, with combination of soft varnish and Plastic interface technology (PIT) layer as shown in fig.3 PIT is necessary for the adhesion between decor and carrier & the soft varnish enables an in-mould-graining of the foil. The aluminium foil not only adds metallic lustre and better touch to the car hood, but also plays a role in reducing the noise and cooling of the hood as it can reflect infrared rays
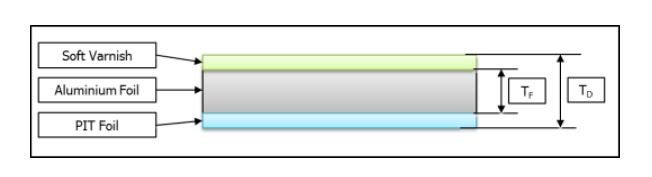
Fig.3. Different layers of Decor
As shown in fig.3 0,3mm is thickness of decor (TD) and 0,2mm is thickness of Aluminium Foil (TF). Decor can be easily changed within short time and can be changed to Wood, TPO & Textile, according to customer requirements. For the foil thickness there is no maximum defined. But with increasing thickness of the foil the cavity behind the foil will decrease.
Glance of Preform Tool
The prefom tool possesses combination of punch and stamping. The general structure is shown in fig.8: The decor-roll will be fixed in the uncoil unit. When decor rolls to begin and fixed between die and stamp. The punch frame will cut the decor in the shape of the frame. Before opening the tool the compressed air on the stamp side and the vacuum on the die side is activated to make sure that the preformed decor is fixed on the die side while opening as shown in fig.4
On the bottomof the tool there is a foil feeder driver unit which pulls the foil through thetool for next cycle. Under the driver unit, a cutting unit enables the cuttingof the foil rest in an individual length as shown in fig.5, the solution wasdeveloped by GK Concept, Dresden, Germany
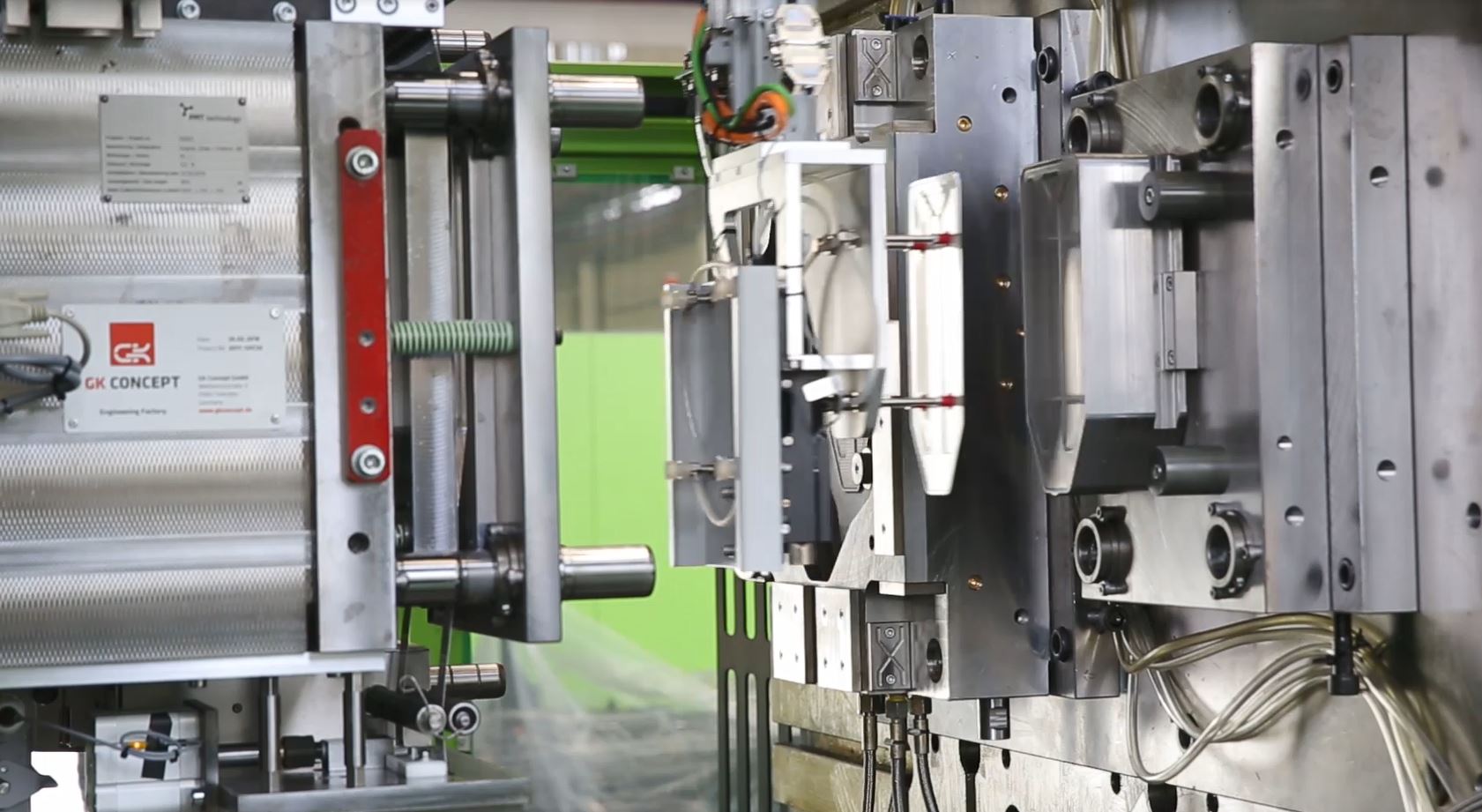
Fig.4. decor stays on die side

Fig.5. Stationary side view from non operator side
In-Mold graining
Another focus of the engine cover is in-mold-graining (IMG), and its application in auto interior parts is increasing rapidly. The grained texture on the surface of cavity as shown in fig.6, the decorative foil (Aluminium or wood) will be pressed with replicated texture when melt material is back-injected into the tool. The key point for IMG process is to design proper texture and foil according to injection pressure. As well as the visibility of the in-mould graining structure in the decor area depends on the alloy-type and hardness of the décor. Besides, that adhesion between plastic carrier and decorative foil is another challenge
IMG improves the quality of the surface especially in foaming process and also improve the quality appearance and harmony of all types of decorative surfaces.

Fig.6. different In-mold graining in Cavity side
Process Overview
The preform tool and injection molding tool together are fixed on the common clamping plate as shown in fig.8 & complete setup is clamped on YIZUMI DP 1000 / IU 9500 IMM
The preformed decor is transferred into the injection tool; the important factor is how decor is fixed precisely in cavity. In cavity side, there are several 0,1mm gap between vacuum insert and normal insert, through which vacuum sucked the decor and fixed it on cavity wall.
Now, the preformed decor is back injected with polyamide 6.6 with 30% glass fiber reinforced which is highly suitable for foaming applications, mainly for components in mechanical engineering and in the automotive industry. The material is supplied by Akro Plastic GmbH, Niederzissen, Germany.
DecoPro is combination of FoamPro; it is based on MuCell® technology of Trexel. In MuCell Process during plasticization, inject metered super critical fluid (SCF), typically N2 or CO2. A homogeneous mixing and distributing of the super critical fluid in to the polymer, creates a single phase solution of SCF; Inject this solution into the mold cavity, cell starts to nucleate and molecular dispersion of SCF provides a homogeneous closed cell structure with a solid skin layer. To deeply explore the potential of MuCell process, breathing process was introduced. Once the filling of melt finish, the tool will be opened to a certain stroke by retreating movable platen. Meantime, the bubbles inside molded part grow up and the wall thickness of part expands in mould-opening-direction as shown in fig.8.
Through FoamPro we achieved 30% weight-reduction compared to compact part with same-wall thickness through foaming combined with breathing process; at the same time, the warpage was eliminated by the large, clamping force reduced to 50% and also reduction in cycle time, which is cost – effective in final part price.

Fig.7. Screenshot of MuCell page in Keba control of YIZUMI
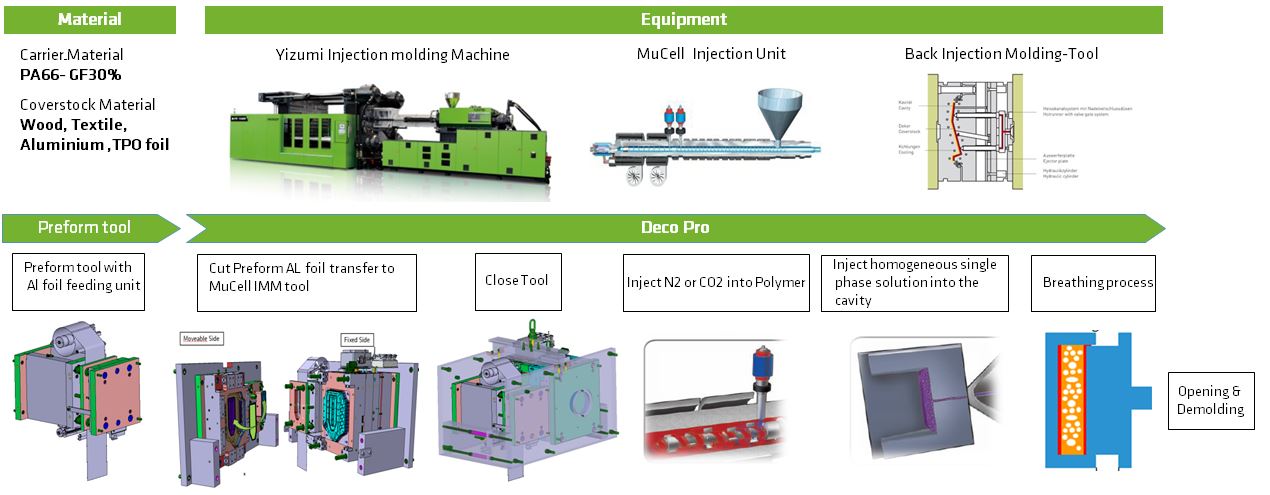
Fig.8. Fact sheet & Process overview of DECOPRO
YIZUMI installed T300 gas supply unit supplied by Trexel. While starting the process, we need to input parameters like metered gas content and shot weight in gas supply unit but YIZUMI take step forward & integrated these important parameters in YIZUMI control panel system as shown in fig.7
It’s important to avoid the damage of decor & to make perfect balance in physical foaming on back injection and to finish premium overmolding with aluminium foil, all we achieved through FLEXflow One (hot runner system) is provided by HRS Flow, San Polo Piave (TV) – Italia. This electrically driven valve gate technology; where an additional control unit is not required during the injection process
The total concept was developed by Gk Concept GmbH, YIZUMI and cooperated partners.
Highly upgraded in software and automation
After the injection molding process, the part will transfer to conveyor belt, through linear robot handling specially designed by Welllih, China. Robot is armed with compressed-air-driven gripper & acts the function of transferring preformed foil and transporting molded product. The movement of robot is controlled by three servo motors, which ensure it kinematical precision.
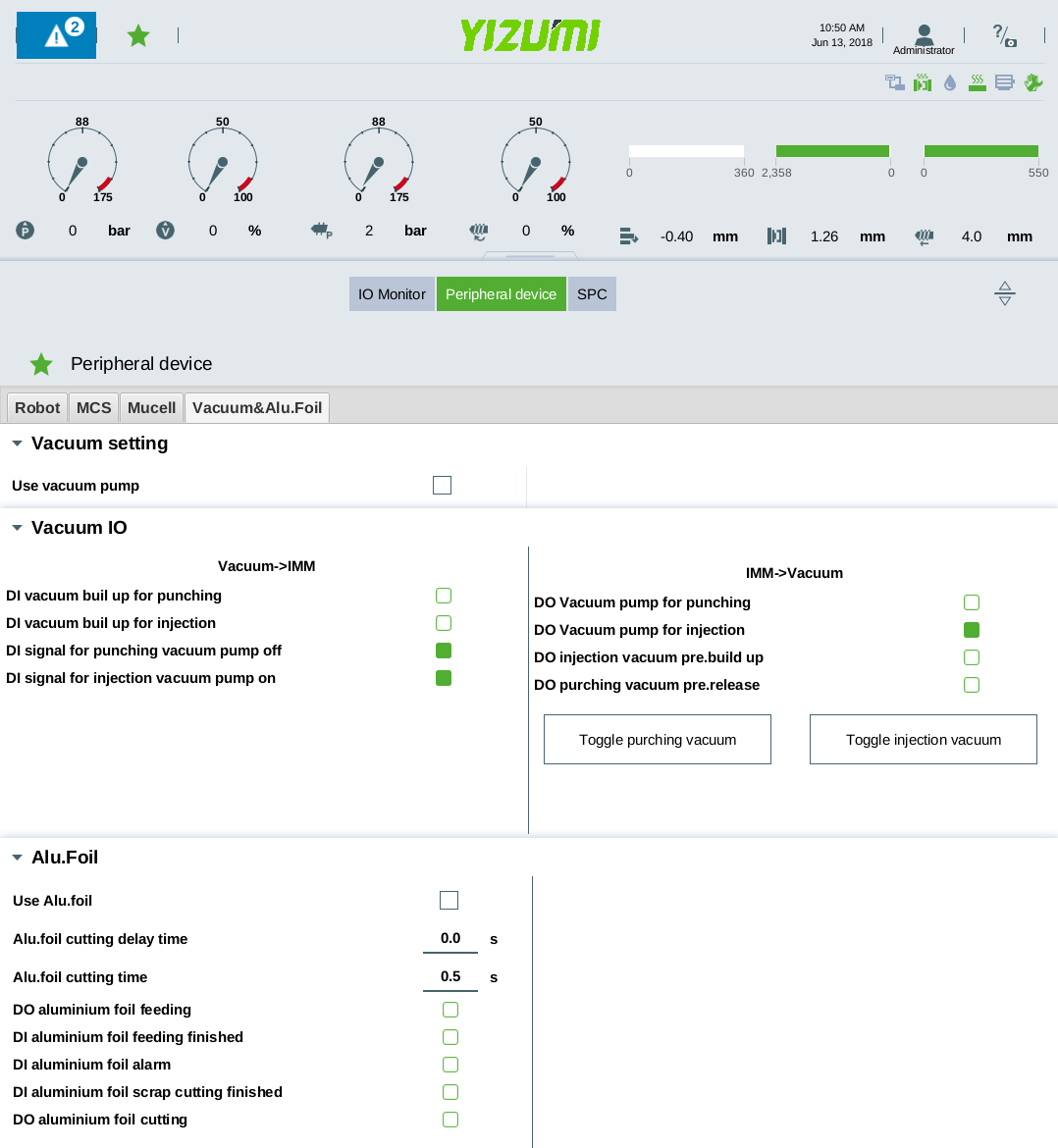
Another important thing is process sequence like Robot handling, Aluminium foil feeding, Vacuum switching between preform tool and injection molding tool, according to process sequence YIZUMI developed software and integrated in control panel system as shown in fig.9, this accomplishes perfect process sequence during whole cycle process.
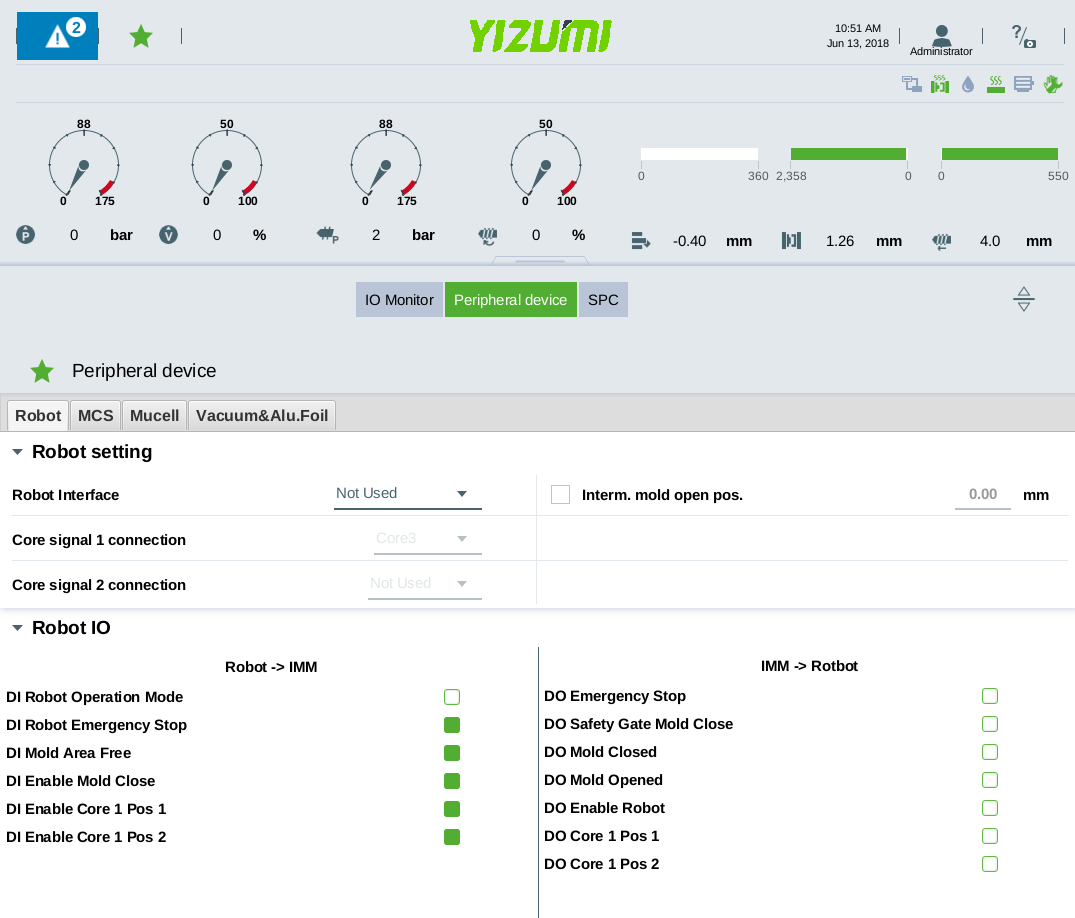
Fig.9. Screenshot of peripheral device in YIZUMI control panel

Richard Yan, CEO of Yizumi (from Left) and Dr.-Ing. Hans Wobbe, Chief Strategy Officer of YIZUMI; introducing DECOPRO to the automotive market during Chinaplas 2018, Shanghai


Attendees were impressed with manufacturing of car Engine cover for automotive, in single step process through DecoPro, at Chinaplas 2018, Shanghai
TheAuthors
Dr.-Ing.Hans Wobbe,Chief Strategy Officer,
Yizumi, Guangdong,China
hans.wobbe@yizumi.com
Roger Kaufmann, CEO
GKConcept, Dresden, Germany
r.kaufmann@gkconcept.de
GloryChen,Head of New Materials and Processes Test Center, Yizumi, Guangdong, China
glorychen@yizumi.com
SaiViswanath Yandamuri,Process Engineer
GK Concept, Dresden, Germany
s.yandamuri@gkconcept.de
SebastianPirl,Tool Designer
Gk Concept, Dresden, Germany
s.pirl@gkconcept.de
FelixHo,Test Engineer, Yizumi, Guangdong, China
heqinglin@yizumi.com

