
So können komplexere Bauteile gegossen werden
Höherer Einspritzdruck und höhere Beschleunigungsleistung.

Hoch präzise Thixomolding-Bauteile mit überlegener Oberflächenqualität
Messung, Geschwindigkeit, Druck, Temperatur usw. können im Gießprozess präzise gesteuert werden.

Haltbar und widerstandsfähig gegenüber Verformung
Die Gießtemperatur ist 50-70 °C niedriger als beim Druckguss, und die Lebensdauer des Werkzeugs ist doppelt so lang.

Schrumpffrei und sicherer ohne Kontakt zur Atmosphäre
Die Aufschlämmung aus Magnesiumlegierung befindet sich in einer vollständig geschlossenen Umgebung, die Temperatur der halbfesten Aufschlämmung ist niedriger, und es gibt weniger schmelzende Magnesiumlegierung im Zylinder.

Umweltfreundlicher
Kein SF6-Schutzgas mehr im Einsatz.
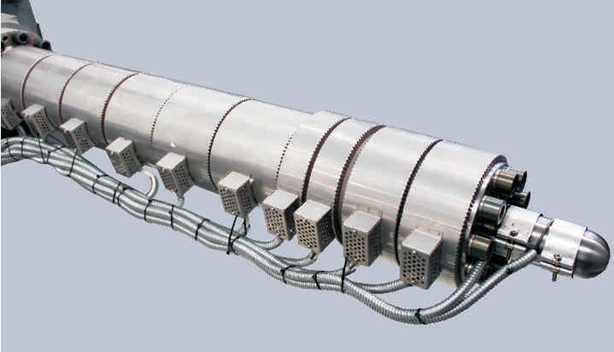
Schneckenzylindereinheit
Spezieller hochtemperaturbeständiger Stahl und Wärmebehandlungsprozess, die Schraubenzylindereinheit kann bis zu 650℃ und bis zu 400.000 Schüssen standhalten.

Infrarot-Heizung
Nutzt eine Infrarotheizung für das geschmolzene Material, schnelle Erwärmung, effektive Wärmeerhaltung und lange Lebensdauer.

Schnell reagierendes Hochgeschwindigkeits-Servoventil
Ein Hochgeschwindigkeits-Servoventil mit großem Durchmesser steuert die Öffnung des Öleinlasses, um eine schnelle Reaktion und starke Beschleunigung des Einspritzkolbens (bis zu 200 m/s²) zu realisieren.

Steuersystem
Mit einem 10,4-Zoll-Touchscreen für einfache Bedienung und einer Abtastzeit von nur 0,4 ms lässt sich leicht eine Hochgeschwindigkeitssteuerung erreichen.
Produktvideo
Anwendung

Wichtige Empfehlungen
Verwandte Produkte

LEAP-Reihe der Druckgussanlagen
Wir bei YIZUMI messen uns vollständig an der Leistung und den Funktionen von Druckgussmaschinen der Weltklasse.

LEAP-Reihe der ultragroßen Druckgussmaschine
Die Druckgussmaschine mit sehr großer Tonnage ist maßgeschneidert für die schnell wachsende Branche der Fahrzeuge, die neue Energien nutzen.

HM-Reihe der Hochleistungs-Heißkammer-Druckgussmaschinen
Überlegene Leistung

HII-S-Reihe der High-End-Kaltkammer-Druckgussmaschinen (180-900 t)
Hochleistungsproduktreihe, die für globale Märkte entwickelt wurde

HII-S-Reihe der High-End-Kaltkammer-Druckgussmaschinen (1000- 5000 t)
Hochleistungsproduktreihe, die für globale Märkte entwickelt wurde.
Service
01
Prozess/Werkzeuganalyse und Design
- Rohmaterialauswahl
- Produktdesign
- Werkzeug-Durchflussanalyse
- Vorschläge zum Werkzeugdesign
02
Vorschläge zur Optionsauswahl
- Produktleistung
- Produktqualität
- Einfache Nutzung
- Sicherheitsanforderungen
03
Beratung bei der Planung einer gesamten Anlage
- Planung der Produktionlinie
- Arrangements für Menschen, Maschinen und Materialien gemäß Prozessfluss
- Periphere Automatisierung
- Intelligente Verbindung
04
Lieferlösungen
- Professionelle Installation und Debugging
- Vor-Ort-Einsatzschulung
- Werkzeug-Einsatzschulung
05
Kundendienstlösungen
- YFO-Service
- Vorbeugende Wartung
- Geräte-Aufrüstung
Kontaktaufnahme
Bitte hinterlassen Sie Ihre Nachricht und wir setzen uns schnellstmöglich mit Ihnen in Verbindung!
Ich stimme zu, dass meine persönlichen Daten von YIZUMI im Zusammenhang mit meiner Anfrage erhoben und verarbeitet werden.

Kontaktaufnahme
Bitte hinterlassen Sie Ihre Nachricht und wir setzen uns schnellstmöglich mit Ihnen in Verbindung!
Ich stimme zu, dass meine persönlichen Daten von YIZUMI im Zusammenhang mit meiner Anfrage erhoben und verarbeitet werden.