车用塑料配件高端成型
信息导读:
车用塑料配件高端成型
汽车工业的快速发展带动了车用塑料配件市场的发展,制造内外饰配件和关键汽车塑料部件的企业日益增多。同时,汽车轻量化技术的研究使得复合材料和创新材料应用趋于成熟。汽车整车厂、零部件配套商对车用塑料配件制造...
汽车工业的快速发展带动了车用塑料配件市场的发展,制造内外饰配件和关键汽车塑料部件的企业日益增多。同时,汽车轻量化技术的研究使得复合材料和创新材料应用趋于成熟
。
汽车整车厂、零部件配套商对车用塑料配件制造工艺、品质要求提出了创新变革。近年来,一级配套商打造无人化、智能化工厂,对生产单元主体的注塑机稳定性提高了要求。促使车用塑料配件生产工艺朝着模具精密制造、精密注塑、后加工精密自动化的高端制造工艺方向发展。
注塑技术的革新
注塑机的选型对优秀的塑料配件成型非常重要。从早期使用普通三板式注塑机加工发展到现今的高精度二板式注塑机加工,特别是汽配行业注塑机的应用有了跨越式的技术创新。三板式注塑机因其本身的机铰式结构(曲轴式)设计原因,应用工艺的扩展性有局限、相对运动点多润滑保养难度大、干周期慢、运动机构易磨损、洁净度差等诸多不足,最终导致整机失去模板平行精度、注塑重复精度,从而无法满足高精度的生产需要。
二板式注塑机结构设计正好弥补了三板式注塑机的诸多缺陷,还具备多个增值性的特殊功能,满足模具的注塑需求。源自德国血统的DP系列二板式注塑机为例,显著具备的特点:
高压慢速开模功能
对塑料制品包覆力强、结构复杂的模具,三板式注塑机或无法将其平顺打开,从而导致制品拉伤、变形等,而二板式注塑机使用“高压慢速开模”功能采用大油缸将模板撑开再用快速移模油缸进行快速开模,实现开模又稳又快,有效的保证制品的品质;在深腔制品成型,车灯成型,大制品成型方面优异的表现。
二次增压功能
针对模具排气不顺畅问题,制品成型需要较高的射胶压力,导致塑料制品内应力大、变形大、尺寸不稳定、困气烧焦、表面雾化/气纹等缺陷,HPM二板式注塑机独有的“锁模二次增压”功能,靠两次建立锁模力,可以大大减少以上制品缺陷。三板式注塑机则无法实现该特殊功能。
容模量大、开模行程大、整机占用空间却相对更小
三板式注塑机开关模动作是采用油缸机铰式(曲轴式)驱动,导致开模行程、容模量都有局限性,而二板式注塑机直接采用油缸推动,其最大开模行程、最大容模量比三板机同等机型相比大2/3。整机占用空间与三板机同等机型相比要小1.5米至2.5米,同时可以根据客户需求灵活定制更大开模行程、更大容模量的二板机。
多种同步功能可选
同步顶针功能、模板中子联动功能、中子自由编程功能、同步熔胶功能等按需勾选使用,大大缩短成型周期。
从模具的使用寿命、使用原材料、注塑重复精度、特殊应用等考量,建议采用精密度高的二板式注塑机,而且二板式精密注塑机的高附加值已逐步替代三板式注塑机进入汽配一级配套商行列。
关键部件保证
制造出高水准的车用塑料件的注塑机需要配备进口关键部件。
动力系统方面建议采用德国力士乐柱塞泵,搭配高响应的注射伺服阀,最大优势就是能够快速供应稳定的注塑压力和注塑速度,提升注塑重复精度,降低制品不良率,降低能耗。劣势就是制造成本高,比伺服动力系统成本高出40%以上。
配置高精度的塑化组件,如生产车灯灯罩采用的树脂一般为PMMA(亚克力)和PC两种,这两种树脂对螺杆的设计、制造工艺要求都非常高,否则就会导致塑料件产生黑点或者发黄。料管需要采用合金料制造,螺杆采用合金加表面镀烙处理。整套料管组在制造过程中注意一定不能有死角,螺杆表面光滑度、洁净度要求高;三小件(螺杆头组)与螺杆头部结合处不能有死角;分胶头(螺杆头)的外牙与螺杆内牙配合间隙要求零误差,若配合不良就会出现瓦斯气体导致树脂发黄;料管头部与法兰、射嘴接触位置密合度高,不能有断层(死角),料管组一旦出现有死角就会导致制品不良。
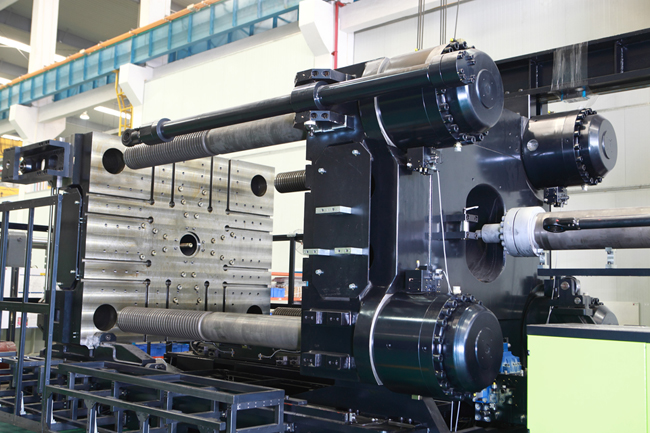
DP系列二板式注塑机——源自德国血统
DP系列二板式注塑机与德国技术全面对标,定位中高端汽配市场,客户群主要集中汽配行业、家电行业等。技术研发平台源自于德国的Hemscheidt(海姆西德)公司和美国HPM公司,这两家企业拥有几十年二板式注塑机技术沉淀,客户遍布全美及欧洲高端客户。2011年3月伊之密收购HPM所有知识产权,并在美国俄亥俄州成立HPM北美研发中心,汇聚了欧美资深的工程师,专门从事二板式注塑机的研发设计。
DP系列具备模块化、高精度、可靠性、高效性、安全性、人性化六大价值主张,整体性能优越,特别在开合模平稳性高、螺杆控制精度高、塑化能力强、射胶压力大等方面表现突出。四个可独立控制的短行程高压锁模油缸安置于定板,简单可靠的抱闸机构安置于动板,通过高刚性滑脚平稳导向,配合智能精密控制系统,能提供一种精密可控的锁模机构。伊之密一直致力研究试验塑化系统和成型工艺,使DP系列二板式注塑机高效、低成本地生产出高品质的汽车零部件,打破欧美等发达国家的技术垄断,能为客户创造更多的价值。整机具有如下特点:
1)占地面积小,纯二板机无托尾架,节省占地面积35%~45%;
2)干周期快,UN1000DP按Euromap6测试,干周期5.8s;
3)环境友好,导柱和动模板悬空无需润滑,滑脚用稀油润滑自动收集,抱闸螺母基本无需润滑,对制品的取出不会造成二次污染;
导柱悬空的二板式锁模机构
4)不漏油,用SKF S-Lide和F-Lide最先进的密封技术,整机全部用高压软管连接,取消焊接钢管;
5)参数大,全面领先欧洲注塑机参数,如导柱内距,开模行程、注塑压力等参数;
6)模块化,对标欧洲先进制造商搭配4~5种注射机构,12~15种螺杆;
7)功能多,对自由中子,二次合模,注射压缩,碳纤维成型有独立解决方案;
8)重复精度高,UN1000DP干周期下开合模重复精度为±0.4,灯罩1420克制品重复精度1.32‰;
9)噪音低,对机械液压电控全面优化,采用汽车工业成熟的双组份吸音棉应用技术、整机噪音不超过75dB;
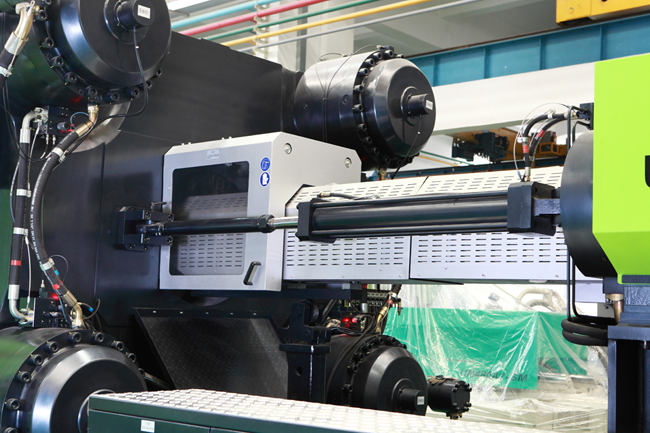
射移油缸
10)能耗低,以HTPC灯罩为例每千克制品能耗0.391KW/h,能耗等级为1级;
11)安全性好,国内全面实施GB22530-2008,北美及加拿大市场用ANSISPIB151.1:2007,NFPA 79.2012,C22.2 NO.14-13;
12)人性化,操作面板可旋转,鳄鱼嘴安全踏板不藏油容易维修并带电气防护功能,标配汽车工业对模温精准控制的玻璃管流量计布局在钣金外易调节,实时显示水温;
13)标准化,预留Euromap12,67机械手和注塑机接口,Euromap70磁力模板电气接口,Euromap71上料平台注塑机接口,Euromap18机械安装孔标准。

DP系列二板式注塑机
成型案例
以下从成型案例阐述DP系列二板机的优异性能:
以成型汽配电镀件为例:
制品对稳定性要求极高,电镀工艺中塑料制品在粗化等工艺镀上一层金属薄膜后,轻微的表面缺陷将严重影响电镀制品美观性。
1)射胶机构线性支撑导向性好、控制精准,射胶压力大压力控制精准,解决缩水印现象,制品电镀后表面更亮;
2)模板刚性好平行度高注射精度高能有效避免制品飞边;
3)控制精准的螺杆位置提升制品重复精度;
4)高水准的塑化组件避免制品产生黑点。

汽配电镀件
另外,生产理想的汽车塑料配件单靠优秀的注塑机并不够,还需要不少可靠的辅助设备,伊之密专业的项目团队集合业内最优秀的技术和设备,为客户提供一条高质量生产线,为客户带来更佳的投资回报和使用体验。DP系列——源自德国血统的二板式注塑机。

