
轻量化
产生细密的蜂窝结构,实现降低塑料件密度

减少变形
可以大大削减内应力,减少变形

设计自由
加强筋与主壁厚能实现1:1而不出现缩印

节省成本
注塑周期缩短/减少机台吨位

减少碳足迹
减少原料使用,废料可回收利用
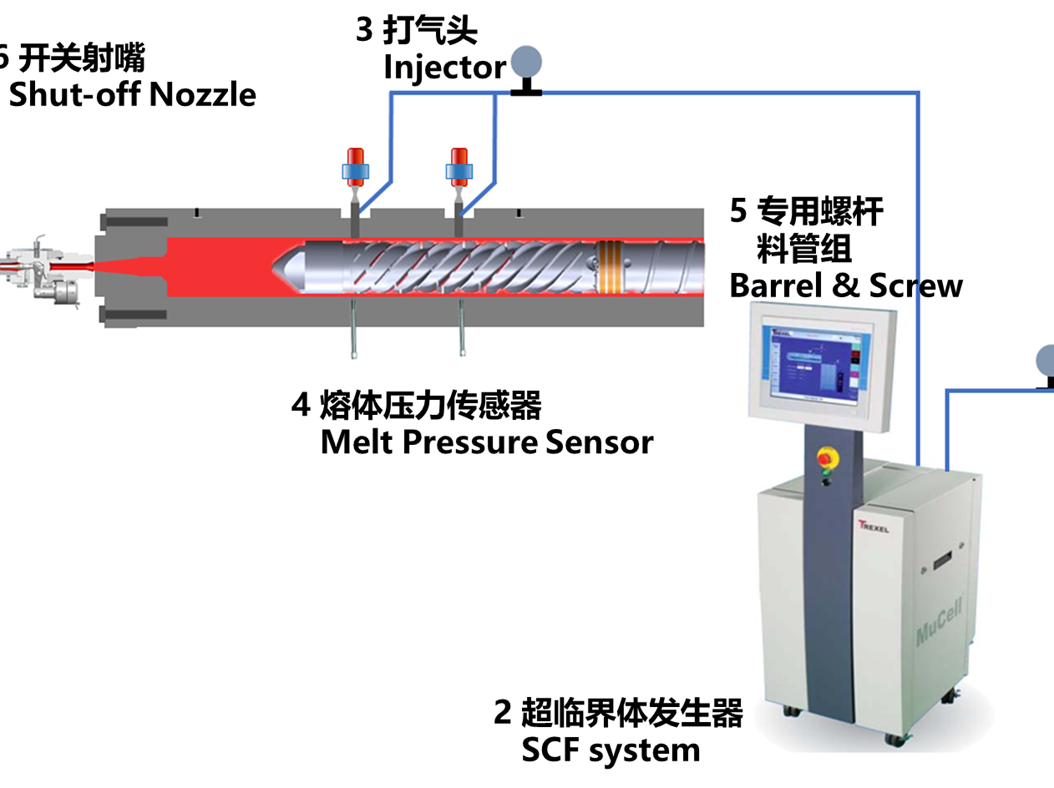
设备展示
工艺原理
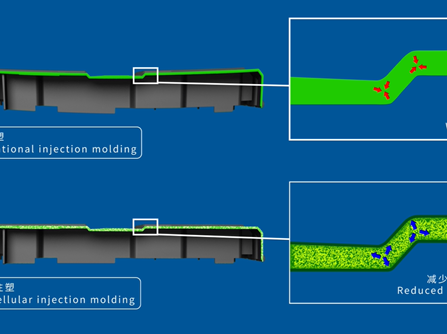
产品效果
应用案例







相关推荐
相关产品
相关技术

D1S系列两板式注塑机
以稳定的性能和优质的出品为客户带来更高的使用价值回报,是您值得长期信赖的更优选择

多物料两板式系列注塑机
多功能,模块化的汽配专用可靠注塑机

智能锁模力管理系统
在导柱或者尾板上安装锁模力传感器,检测实时的锁模力。具备锁模力自动保持和锁模力在线优化的功能

DirectPro-DIM 长玻纤直接成型
将连续的纤维束切成指定长度(5-100mm),后通过喂料装置直接送入料管中与塑料熔体混合均匀后,直接注入模具中成型制品,实现长纤直接注塑成型

自适应PID温度控制技术
采用耐用陶瓷发热圈,结合奥地利控制器自适应 PID控制功能,温度控制精度 ±0.5℃

导柱均应力控制技术
导柱经特殊工艺处理,刚性高、耐磨、耐腐,牙受力均匀度达99%以上,不偏载,耐用
服务流程
01
工艺/模具分析设计
- 原材料选型
- 产品设计
- 模流分析
- 模具设计建议
02
设备选型建议
- 产品性能
- 产品质量
- 易用性
- 安全要求
03
整厂规划建议
- 产线流程
- 按工艺流程布置人、机、料
- 周边自动化
- 智能互联
04
交付落地解决方案
- 专业安装调试
- 现场操作培训
- 成型工艺培训
05
售后解决方案
- YFO服务
- 预防性维护
- 设备升级
联系我们
欢迎给我们留言,我们会尽快与您联系!
本人特此声明,同意贵司处理以上本人提供的个人数据

联系我们
欢迎给我们留言,我们会尽快与您联系!
本人特此声明,同意贵司处理以上本人提供的个人数据